
Bagi seorang welder, posisi pengelasan sangat menentukan hasil akhir sambungan. Macam-macam posisi pengelasan sendiri memiliki tingkat kesulitan dan teknik pengerjaan yang berbeda, sehingga perlu dipahami dengan baik.
Pasalnya, perbedaan sudut dan arah pengerjaan dapat mempengaruhi bagaimana pengelasan tersebut. Untuk itu memahami macam-macam posisi pengelasan dapat mempermudah welder untuk mengerjakannya. Lebih lengkapnya, simak penjelasan berikut.

Daftar Isi
Apa Itu Posisi Pengelasan
Posisi pengelasan adalah posisi di mana proses pengelasan dilakukan berdasarkan letak dan arah benda kerja. Posisi ini menentukan bagaimana welder mengaplikasikan teknik saat menyambung material.
Umumnya, setiap posisi memiliki tingkat kesulitan yang berbeda. Hal ini menjadi alasan mengapa perlu penyesuaian dalam proses pengerjaannya. Memahami posisi pengelasan ini, membuat sambungan akan rapi dan kuat sesuai dengan kebutuhan.
Arti Kode 1F, 2F, 3F, dan 1G, 2G dalam Pengelasan

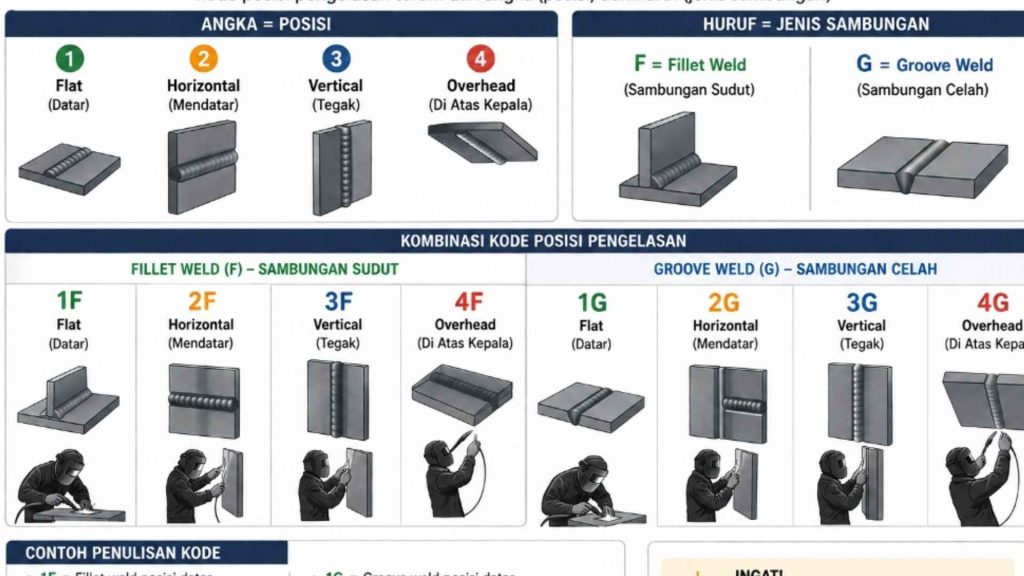
Setiap angka dan huruf dalam proses pengelasan memiliki artinya tersendiri Berikut penjelasan mengenai kode pengelasan.
- Angka (1, 2, 3, 4) Menunjukkan posisi pengelasan:
1 = Flat (datar)
2 = Horizontal
3 = Vertical (tegak)
4 = Overhead (di atas kepala)
- Huruf F dan G menunjukan sambungan
- F (Fillet Weld)
Sambungan sudut (biasanya bentuk “L” atau T) - G (Groove Weld)
Sambungan celah (biasanya dua plat disambung lurus)
- Contoh penggunaan
1F → Fillet weld posisi datar
2F → Fillet weld posisi horizontal
3G → Groove weld posisi vertikal
4G → Groove weld posisi overhead
Baca juga: 5 Penyebab Mesin Las Tidak Mengeluarkan Api Saat Digunakan
Macam-Macam Posisi Pengelasan
Posisi welder sendiri penting untuk diketahui mengingat setiap pengelasan memiliki kebutuhan yang tidak sama. Beragam posisi pengelasan ini bertujuan untuk mempermudah proses pengerjaan.
1. Posisi Datar (Flat atau 1F & 1G)
Meskipun pengelasan dilakukan di atas permukaan datar dengan sudut elektroda sekitar 10°-20° dari vertikal. Lelehan logam akan cenderung stabil dan mudah dikontrol. Kecepatan . Cocok untuk material dengan bidang lebar dan waktu pengerjaan relatif efisien.
2. Posisi Horizontal (2F dan 2G)
Pengelasan dilakukan pada bidang vertikal dengan arah gerak mendatar, sehingga lelehan logam cenderung turun ke bawah. Sudut elektroda biasanya sedikit diarahkan ke atas untuk menahan aliran logam. Pengaturan sudut dan kecepatan perlu diperhatikan agar hasil tidak menumpuk di satu sisi.
3. Posisi Vertikal (3F dan 3G)
Saat posisi vertikal, sudut elektroda umumnya berada di kisaran 45°–60° terhadap sambungan (work angle), dengan tambahan sudut gerak sekitar 5°–15° mengikuti arah pengelasan.Kontrol panas menjadi faktor penting. Lelehan logam mudah turun, sehingga teknik ayunan sering digunakan untuk menjaga kestabilan. Posisi ini umumnya digunakan pada pekerjaan dengan tingkat kesulitan lebih tinggi.
4. Posisi Overhead (4F & 4G)
Pengelasan untuk posisi overhead dilakukan mulai dari bawah ke atas dengan posisi kerja di atas kepala. Bersehingga membutuhkan kontrol yang lebih baik. Sudut elektroda biasanya dibuat lebih kecil, sekitar 5°–10%, agar dapat mengurangi risiko tetesan logam. Kecepatan gerak harus dijaga tetap stabil agar hasil las tetap rapi dan tidak berlebihan.
Kesimpulan
Memahami macam-macam posisi pengelasan dan juga sambungannya dapat mempermudah pekerjaan untuk menyesuaikan kebutuhan pengelasan baik di bidang datar maupun vertikal. Tidak hanya itu, memahami tiap kode angka dan huruf dalam proses ini akan menambah pengetahuan untuk diaplikasikan.
Rekomendasi berbagai mesin las hingga alat safetynya melalui website resmi Indoteknik.com Dapatkan harga dan promo menarik lainnya untuk kebutuhan industri Anda.

![]()



